






Coude à 90 degrés d'électrofusion HDPE
Description
Paramètres techniques
Raccords d'électrofusion HDPE, coude à 90 degrés d'électrofusion HDPE, coude à 90 degrés d'électrofusion, coude d'électrofusion 90, coude d'électrofusion, coude d'électrofusion HDPE, coude d'électrofusion
Le coude à 90 degrés par électrofusion HDPE est utilisé pour joindre deux longueurs de tuyau en poly sur un angle de 90 degrés.
Les raccords coudés d'électrofusion sont fabriqués à partir de matériau PE100 avec une bobine de fil d'alimentation moulée avec précision, assurant une fusion uniforme pour un joint d'électrofusion solide et la minimisation des temps de soudage et de refroidissement. Les raccords d'électrosoudage coudés à 90 degrés conviennent à une utilisation pour les tuyaux en PEHD et sont soudés avec une soudeuse à pression électrosoudable. Les raccords PE coudés à 90 degrés par électrofusion peuvent également être appelés raccords coudés électrofusion ou raccords coudés EF.
Fabriqué à partir de matériau 100% PE100, le coude d'électrofusion SUNPLAST HDPE à 90 degrés peut être fourni dans un diamètre de dn32 ~ dn400mm en SDR11-PN16. Les coudes d'électrofusion SDR 11 à 90 degrés sont classés PN16 pour l'eau et PN10 pour le gaz.
Les raccords coudés à 90 degrés par électrofusion sont moulés par injection en une seule fois et sont conformes aux normes ISO4427-3, EN12201-3, AS/NZS 4129, EN1555, EN ISO15494 (ISO4437-3 pour le gaz)
SUNPLAST maintient un stock de masse en demande pour les tailles régulières et la demande urgente des clients& la demande d'expédition rapide peut être satisfaite.
Plus de brefs détails comme ci-dessous :
Produit | Raccords d'électrofusion HDPE, coude à 90 degrés d'électrofusion HDPE, coude à 90 degrés d'électrofusion, coude d'électrofusion 90, coude d'électrofusion, coude d'électrofusion HDPE, coude d'électrofusion |
spécification | DN32~DN400mm |
SDR/pressions nominales | SDR11-PN16 |
Matériel | Matériau vierge PE100 |
Processus de fabrication | Moulé par injection |
Couleur | Stock régulier en noir, bleu/jaune disponible si la quantité est importante |
Norme de fabrication | ISO4427-3,EN12201-3, AS/NZS 4129, EN1555, EN ISO15494 (ISO4437-3 pour le gaz) |
Échantillons disponibles | Oui, des échantillons sont disponibles, mais payants. |
Méthode d'emballage | Cartons |
MOQ | Négociable |
Logo personnalisé disponible (Service OEM) | Pour une petite quantité de commande, le logo du client peut être marqué sur les raccords par marquage laser ou autocollant. Pour une grande quantité de commande, le logo du client peut être en relief sur les raccords. |
Délais de production | Stock de masse disponible pour les tailles régulières Environ 10 jours pour un conteneur de 20 pieds, 20 jours pour un conteneur de 40 pieds |
Temps de garantie | 10 ans pour une utilisation normale |
Délai de paiement | T/T, L/C, DP, Western Union, ou négociable |
Port de chargement FOB | Ningbo/Shanghai Chine |
Lieu d'origine | Ningbo, Chine |
Spécifications du produit
Coude d'électrofusion HDPE 90 degrés:disponible à partir de DN32~DN400mm
Pression : SDR11-PN16& SDR17-PN10
Matériel: 100% matériau PE100 vierge
Couleur: couleur noire ou couleur bleue.
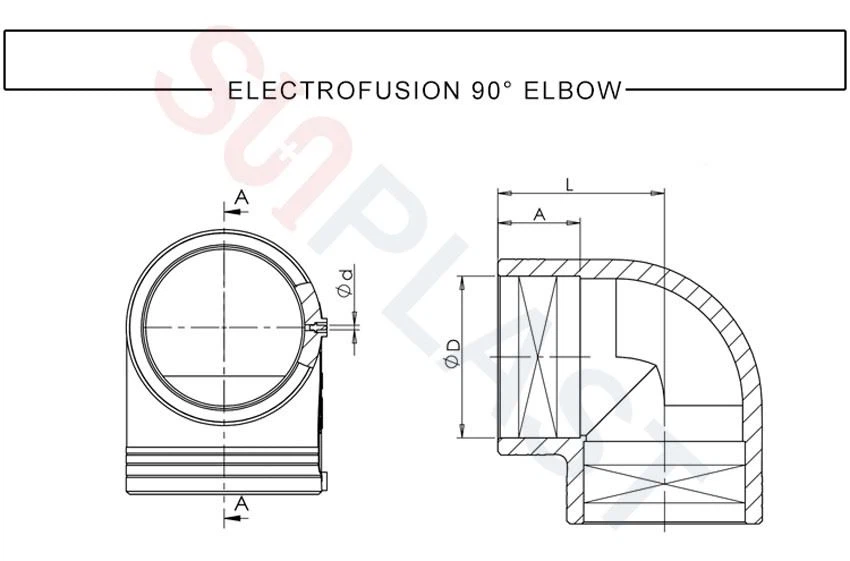

ΦD | L | A | Φd | SDR17 | SDR11 |
32 | 60 | 44 | 4.0/4.7 | × | √ |
40 | 63 | 44 | 4.0/4.7 | × | √ |
50 | 76 | 66 | 4.0/4.7 | × | √ |
63 | 97 | 63 | 4.0/4.7 | × | √ |
75 | 100 | 61 | 4.0/4.7 | × | √ |
90 | 119 | 66 | 4.0/4.7 | × | √ |
110 | 134 | 72 | 4.0/4.7 | × | √ |
125 | 142 | 75 | 4.0/4.7 | × | √ |
160 | 169 | 87 | 4.0/4.7 | × | √ |
200 | 217 | 95 | 4.0/4.7 | × | √ |
225 | 225 | 110 | 4.0/4.7 | ||
250 | 271 | 137 | 4.0/4.7 | × | √ |
315 | 277 | 124 | 4.0/4.7 | × | √ |
400 | 311 | 138 | 4.0/4.7 | √ | √ |
(Noté: les données techniques sont juste pour référence, certaines données peuvent changer, si vous avez besoin de données exactes, veuillez nous contacter directement)
Avantages des raccords d'électrofusion en PEHD
Les deux méthodes les plus courantes pour souder les tuyaux en PEHD sont l'électrofusion et le soudage bout à bout.
Par rapport au soudage bout à bout, le soudage par électrofusion présente des avantages principaux, tels qu'un soudage simple, un assemblage fiable, etc.
R Il facilite beaucoup l'accès lorsque nous devons souder dans des situations difficiles ou lorsque nous avons peu d'espace pour accéder au tuyau.
R Nous pouvons assembler des matériaux en polyéthylène de différentes générations et épaisseurs sans affaiblir la soudure, en utilisant les mêmes raccords d'électrofusion en PEHD.
R Le coût de l'installation est faible, il est donc très approprié de le faire dans des logements privés.
R Le matériel de soudage est, par rapport au soudage bout à bout, moins cher et plus léger, ce qui permet de le déplacer facilement.
R Il offre une large gamme de solutions avec simple prise de courant et selle de taraudage
Matière première que nous utilisons
La matière première avec d'excellentes performances est l'élément le plus important pour fabriquer les raccords d'électrofusion de qualité supérieure. Pour garantir la qualité supérieure de nos raccords mâles en PEHD, SUNPLAST n'adopte que des matériaux PE100 de QUALITÉ SUPÉRIEURE provenant d'usines de renommée mondiale et approuvées par l'association PE100+.
Les matériaux PE100 que nous utilisons principalement sont :
HE3490-LS de Boréalis
P6006 de Sabic
YGH041T de Sinopec.
Ces matériaux PE100 sont certifiés comme la meilleure matière première par le professionnel dans cette vocation. La performance préférable de ces matériaux et leur stabilité établissent la station de haute qualité des produits de raccords SUNPLAST HDPE à tout moment.

Installations de fabrication
SUNPLAST est une usine de fabrication certifiée ISO9001. En tant que premier fabricant de raccords d'électrofusion en PEHD, l'usine possède une technologie mature, une machine de production avancée, des travailleurs professionnels& système de contrôle qualité terminé. Tous les raccords électrosoudables sont fabriqués dans le strict respect des normes nationales et internationales.
Jusqu'à présent, il y a plus de 30 ensembles de machines d'injection dans l'atelier SUNPLAST, disponibles pour fabriquer des raccords HDPE jusqu'à 800 mm, et la capacité de production annuelle atteint 6 000 tonnes.

FAQ

* Le grattage est-il nécessaire avant l'électrofusion ?
A: Oui, avant l'électrofusion, l'installateur doit éliminer la couche d'oxydation sur les deux bords du tuyau en PEHD, la zone de chute doit couvrir le bord du tuyau jusqu'à la ligne de marquage sur le tuyau, qui marque la profondeur d'insertion des raccords d'électrofusion. C'est une étape nécessaire.
* Quel type de coudes d'électrofusion Sunplast peut-il fournir ?
A: À l'heure actuelle, Sunplast peut fournir des coudes à 90 degrés d'électrofusion& coudes à 45 degrés d'électrofusion, les deux sont conçus en SDR11-PN16.
* Les raccords électrosoudables SUNPLAST HDPE peuvent-ils se souder au tuyau HDPE de l'autre fabricant ?
A: Oui, tant que le tuyau en PEHD est de taille standard selon ISO4427 et en matériau PEHD vierge.
Nous contacter
Si vous avez des exigences sur les raccords d'électrofusion HDPE, ou toute question sur nos raccords, veuillez nous contacter librement. SUNPLAST dispose d'un personnel bien formé qui est disponible pour répondre à vos besoins et fournir un soutien technique à tous les secteurs en cas de besoin.
étiquette à chaud: Coude à 90 degrés d'électrofusion HDPE, Chine, fournisseurs, fabricants, usine, achat, prix, fabriqué en Chine
Une paire de
Té égal d'électrofusion HDPEUn article
Coude à 45 degrés d'électrofusion HDPEEnvoyez demande





